Am 4. und 5. März 2023 fand nach der lagen Corona Pause zum ersten Mal wieder die Nussa statt. Hier ein kleiner Streifzug durch die Ausstellung.


















Eine private Website rund um Normal- und Schmalspur Modellbahnen
Am 4. und 5. März 2023 fand nach der lagen Corona Pause zum ersten Mal wieder die Nussa statt. Hier ein kleiner Streifzug durch die Ausstellung.
Die RTR benötigt natürlich auch Tunnelportale. Um genau zu sein, deren 2. Denn die Ringstrecke führt verdeckt unterhalb des Bahnhofs Charlottestown hindurch. Am ein- und Ausgang der Unterführung muss es ja ein Portal geben. Eines der beiden Tunnelportale entstand im 3D Druck, welches ich aus einem von H0 hoch skalierten Portal von Thingiverse hergestellt habe.

Das Portal “verschönert” die Einfahrt unter die Anlage direkt vom abnehmbaren Teilstück, der “großen Brücke”, durch die man das Innere der Anlage erreichen kann. Deswegen wollte ich dort nicht zu viel Zeit investieren und habe so eine einfache Lösung gewählt. Das Portal muss vor dem Einbau noch lackiert werden, aber da ich schon viel zu lange stark erkältet bin, will ich aktuell nicht mit Lack oder gar der Airbrush hantieren.
Das andere Portal wird sehr viel ungewöhnlicher, aus gelaserter 3mm Finnpappe, verkleidet mit Kaffee- Rührstäbchen und Zuckerwatte- Stäbchen im sehr rustikalen US- Timber Look daher kommen, ähnlich wie dieses Woodland Scenic Portal in Spur N, welches mir als Vorlage dient:
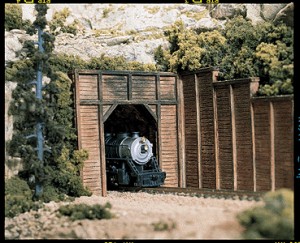 (auf das Bild klicken um zur Ursprungsseite des Fotos zu gelangen)
(auf das Bild klicken um zur Ursprungsseite des Fotos zu gelangen)
Wie auf dem Bild oben wird es einseitig eine hölzerne Stützwand geben, die nach vorne abgewinkelt wird. Die andere Stützwand verläuft aber seitlich vom Portal bis zur vorderen Anlagenkante weiter in der gleichen Höhe und Bauweise.
Die 2D Zeichnung für das Portal habe ich in OpenSCAD erstellt und als SVG exportiert.
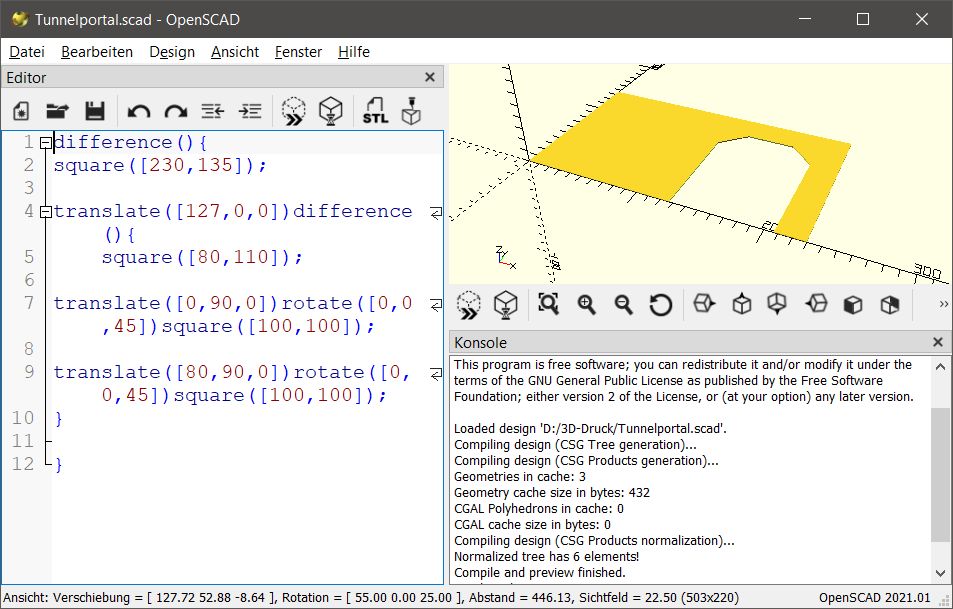
Dieses .svg Datei kann man nun direkt mit LaserGRBL in Gcode umwandeln und lasern.
Zuerst habe ich einen “Prototypen” aus Verpackungsabfall (Cornflakes- Schachtel) gelasert. Tatsächlich musste ich noch Korrekturen vornehmen. Ein zweiter “Abfall-” Prototyp passt jetzt aber.

Als nächstes wird jetzt der endgültige Träger aus 3mm Finnpappe gelasert. Darauf werden zunächst die Kaffee- Rührstäbchen als Verschalung geklebt und anschließend die Balken aus Zuckerwatte- Stäbchen angebracht. Danach wird das ganze in Palisander oder Ebenholz lasiert (weiß noch nicht ob das schwarze Ebenholz oder das dunkelbraune Palisander besser passt) und einige Nägel “eingeschlagen”. Etwas Rost auf die Nägel und ein wenig Ruß über dem Durchlass und fertig ist das Timber Tunnelportal.
Allerdings muss ich mich morgen erst um den Lüfter der GRBL- Steuerung meines Lasers kümmern. Der fing heute beim Lasern des zweiten Prototyps an extrem zu heulen und quietschen. Der stand sowieso schon lange auf der “Abschussliste” weil das Ding schon immer unhaltbar laut war. Jetzt kann ich das aber nicht mehr ignorieren und muss mich wirklich drum kümmern. Leisen Ersatz habe ich schon lange vorrätig…
Klar, so eine unkomplizierte Form kann man auch (und das vermutlich sogar schneller) mit Lineal und Skalpell ausschneiden, keine Frage. Aber an die Präzision des Lasers kommt das einfach nicht ran. Und da ich den Laser nun mal habe, nutze ich ihn auch.
Leider hat das mit dem Lüftertausch noch nicht geklappt. Der als Ersatz vorgesehene Lüfter war mit 40mm zu groß. Doch ich habe schnell einen passenden 30mm Lüfter bestellt. Der neue Lüfter soll Montag ankommen und verursacht laut Daten 18 db “Lärm”. 18db sind nahezu unhörbar. Sollte das stimmen, ist alles super. Der jetzige Lüfter macht auch ohne das Quietschen knapp 60 db. Um sowas zu messen gibt es “natürlich” eine App… In wie weit das genau ist, ist in diesem Fall nicht so wichtig.
Aber bis Montag wollte ich nicht warten, um das Portal zu lasern. Also muss ich den Höllenlärm ertragen…
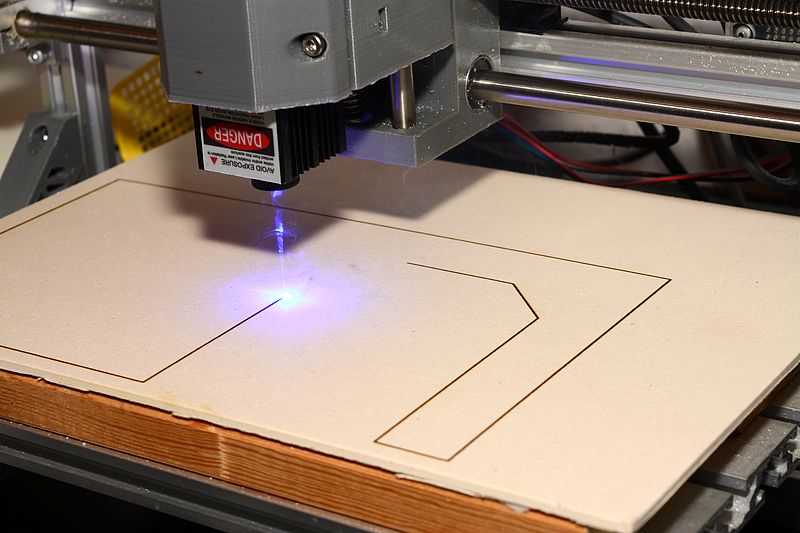
Auf dem Foto oben ist der erste Durchgang fast fertig. Doch durch 3mm dickes Material (auch wenn es “nur” Pappe ist), kommt der Laser nicht mit einem Schnitt durch. Das würde man mit einem Skalpell ja auch nicht schaffen. Also müssen noch ein paar weitere Runden folgen, bis ich das fertige Teil in Händen halten kann.
Finnpappe ist ein (für Pappe doch sehr) holzähnliches Material, welches Eigenschaften von Holz und Karton gut verbindet. Generell besteht Pappe/Papier/Karton ja sowieso überwiegend aus Holz. Selbst “holzfreies” Papier besteht aus Holz. Es wird zunächst Zellstoff aus Holz erzeugt, aus welchem dann das Papier hegestellt wird. Der Begriff “Holzfrei” ist ziemlich irreführend. Gemeint ist damit nur, das eben der Umweg über den Zellstoff gegangen wird statt direkt Holzmasse zur Herstellung des Papiers zu verwenden. Aber “holzfreies” Papier ist einfach besser zum Schreiben geeignet, weswegen der Umweg beschritten wird. Beim Lasern spielt das aber gar keine Rolle. Man kann “holzfreies” Papier genau so gut lasern wie nicht “Holzfreies”.
Inzwischen ist das Lasern fertig und ich habe auch bereits die Kaffee- Rührstäbchen als Verschalung aufgeklebt.

Dazu habe ich Weißleim verwendet, da man so etwas Zeit hat, die vielen “Latten” auszurichten. Ich habe die Rührstäbchen einfach mit einer Schere zugeschnitten. Anschließend habe ich das ganze Paket ordentlich beschwert und einige Stunden aushärten lassen. Leider sind die Rührstäbchen nicht lang genug. Deswegen gibt es im oberen Bereich einen Ansatz. Der wird aber durch einen Stützbalken verdeckt…
Nachdem der Weißleim fest war (laut Aufdruck auf der Flasche nach 15-60 Minuten, ich habe aber lieber 3 Stunden gewartet), konnte ich die Stützbalken aus Zuckerwatte- Stäbchen aufkleben.
Dazu habe ich Sekundenkleber verwendet, weil sie ja nicht flächig sind und somit sonst zu leicht verrutschen können. Die Stützbalken habe ich mit der Laubsäge zugeschnitten. So haben sich Hi- Tech und Low- Tech zu einem Ganzen zusammengefügt. Grade die Imperfektion der Materialien macht das Ganze lebendig und stimmig, finde ich. Zumindest war es genau so gedacht, als ich mich für diese Materialien entschieden habe. Obendrein ist das Zeugs auch noch spottbillig, weil es eben kein “Modellbahn- Zubehör” ist, sondern einfachste Haushaltsgegenstände. Auf jeden Fall kommt die typische amerikanische Holzträger- Bauweise recht gut rüber.
Die Öffnung erscheint vielleicht etwas groß, aber zum einen fehlt noch das Gleisbett und zum anderen geht es dort ganz leicht um die Kurve. Etwas Reserve schadet auch nicht. So bin ich zu den Maßen gekommen. Die NEM 104 (Lichtraumprofil für Schmalspur) wird auf jeden Fall eingehalten.
Nachdem das Ganze (mindestens) über Nacht richtig ausgehärtet ist, fehlt eigentlich nur noch das Finish. Ein wenig Nacharbeit mit dem Schleifklotz ist sicher angebracht. Ich weiß aber noch nicht, ob ich mich Morgen schon wieder gesund genug fühlen werde um mit Lack hantieren zu können. Falls nicht, nehme ich wohl erst die abgewinkelte Stützwand in Angriff. Macht vielleicht ohnehin mehr Sinn, das Tunnelportal in einem Stück farblich zu behandeln.
Inzwischen habe ich die abgewinkelte Stützwand gebaut. Sie entsteht in der gleichen Bauweise aus gelaserter 3mm Finnpappe als Basis, Kaffee- Rührstäbchen als Verschalung und Zuckerwatte Stäbchen als Stützbalken. Die Wand ist bereits gelasert und mit Rührstäbchen beplankt. Anschließend habe ich sie im passenden (fast rechten) Winkel mit dem Portal verleimt.

Die Stützbalken baue ich erst an, wenn das Ganze ausgehärtet ist, damit das alles gut passt. Erst danach kommt das Finish. Ich weiß noch nicht, ob ich auf die Rückseite der Stützwand im oberen Bereich auch Rührstäbchen aufklebe, falls mal jemand den Hals so weit verrenkt, um hinter die Wand zu schauen. Denn einige Teile der Wand stehen sicher über das Gelände hinaus.
Inzwischen ist das Tunnelportal bis auf die Farbgebung fertig. Während ich so mit der Laubsäge vor mich hin sägte, fiel mir ein, das ich doch eigentlich zum Ablängen von dünnen Leisten eine Mini- Maschine habe…
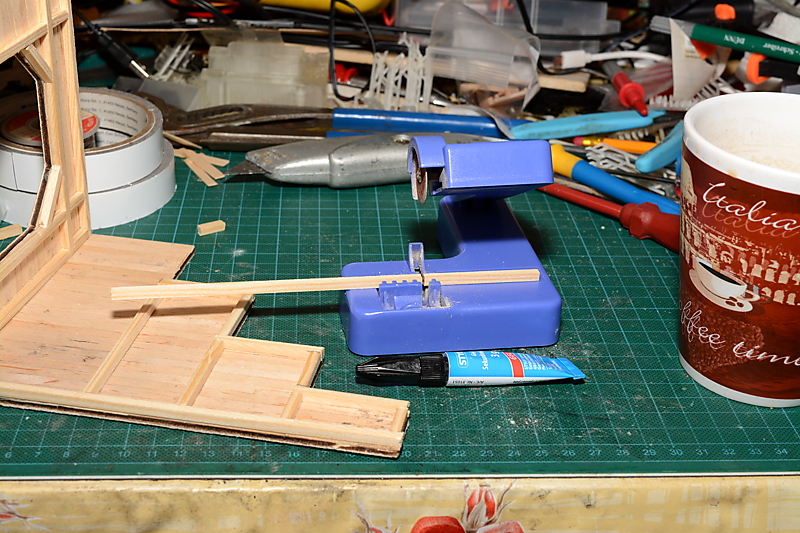
Das Teil wird per Akku mit Strom versorgt, so das man es überall verwenden kann. Um die Zuckerwatte- Stäbchen abzulängen braucht man aber etwas Feingefühl. Wenn man zu stark drückt, würgt man den Motor ab.
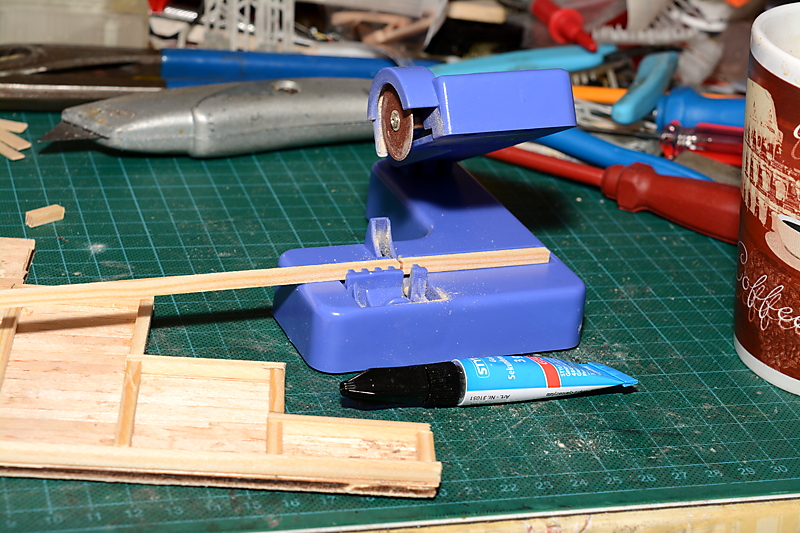
Vermutlich wäre es besser gewesen, statt der Trennscheibe ein Mini- Sägeblatt zu verwenden. Doch ich habe tatsächlich Keines, zumindest Keines gefunden. Aber es ging auch so und das weniger mühsam und genauer als mit der Laubsäge. Nachdem alle Stützbalken montiert waren, habe ich die Kanten mit dünnen Balsastreifen abgedeckt, um die unterschiedlichen Materialien dort zu verdecken. Speziell die durch das Lasern geschwärzte Kante der Finnpappe sieht doch nicht gar so toll aus.
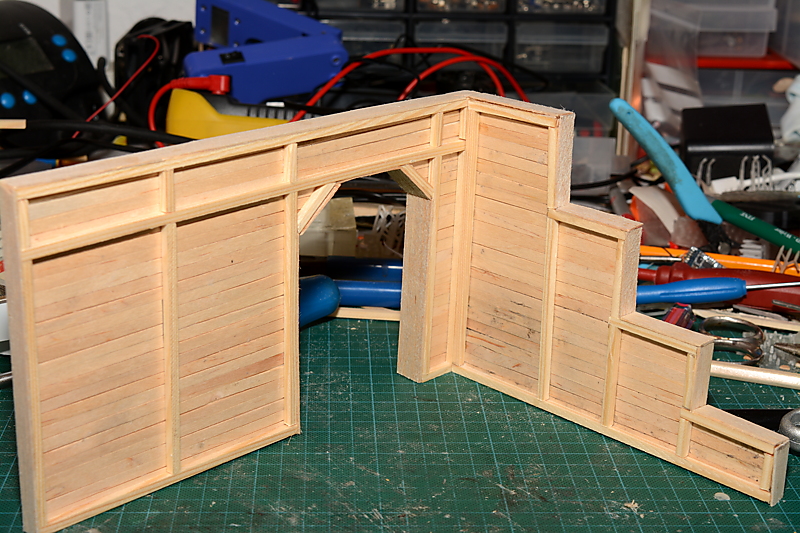
Am Ausschnitt für die Tunnelröhre habe ich etwas breitere Streifen angebracht.
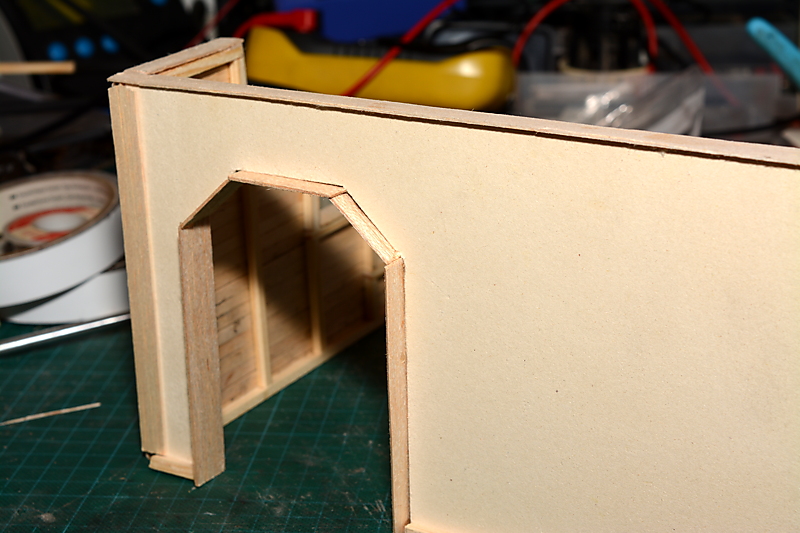
Hier wird später die eigentliche Tunnelröhre aus schwarzem Karton angeklebt.
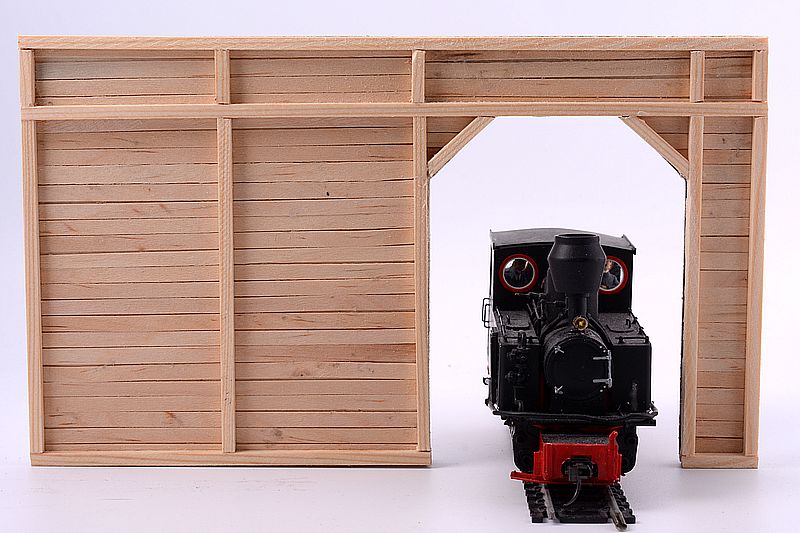
Vor der Farbgebung noch mal eine Stellprobe.

Macht sich doch, grade mit der Shay recht gut, oder?

Wenn das Portal auch noch farblich behandelt wurde, gibt es noch ein abschließendes Foto, bevor es endgültig an seinen Bestimmungsort kommt.
Vorhin ist mein neuer 3D Drucker angekommen. Es ist ein Anycubic Photon M3, ein Drucker aus der dritten Generation.
Er hat ein deutlich größeres Display (7,6 Zoll) mit einer deutlich besseren Auflösung (4K). Leider ist mein Halot One ja vor einiger Zeit verstorben. Bei einem Firmware Update auf dem ganz regulären Weg ist etwas schief gegangen. Seitdem rührt sich der Drucker nicht mehr. Man könnte ihn nur nach China schicken, was aber teurer würde als der Drucker selbst gewesen ist. Zum Glück hatte ich das kaputte Display meines alten Elegoo Mars zwischendurch mal repariert. So hatte ich wenigstens ihn als Reserve. Doch der Mars ist laut, langsam und klein, nach heutigen Maßstäben nicht mehr zeitgemäß.
Nun gibt es also meinen dritten Drucker. Ich war erst am Überlegen, ob ich mir einen Elegoo Saturn holen sollte. Den gibt es inzwischen für ca 350€. Eine andere Alternative wäre der Anycubic Mono X gewesen. Hier habe ich das Mega- Schnäppchen Angebot für 319€ aber verpasst und ohne Super- Sonderangebot liegt er bei 450€. Definitiv zu viel für mich. Außerdem ist der Mono X verdammt groß, zu groß für den verfügbaren Platz. Der Elegoo Saturn hätte vielleicht so gerade eben hin gepasst. Doch der ist schon recht betagt und ähnlich wie beim Mono X gibt es längst einen Nachfolger. Als ich dann die Abmessungen und den Preis (239€ incl Versand direkt bei Anycubic Deutschland bestellt) des Photon M3 gesehen habe, stand mein Entschluss fest. Diesmal wird es ein ganz aktueller Drucker. Dritter Drucker, dritter Hersteller. Mal sehen…
Um einen ersten Eindruck vom Größenunterschied zum Mars 1 zu bekommen, hier mal die beiden Bauplatten nebeneinander:

Links ist die Bauplatte des Elegoo Mars, rechts die des Photon M3. Statt 150 mm wie der Mars hat der M3 ganze 180 mm Bauhöhe und ist damit deutlich näher am Elegoo Saturn (200 mm) als der Saturn am Mono X (240 mm), obwohl es der “Kleine” aus der M3 Serie ist…
Anycubic hat sich ähnlich wie Creality die Mühe gemacht, einen eigenen Slicer zu entwickeln. Nennt sich “Photon Workshop” und ist, ebenfalls wie bei Creality noch im Beta Stadium. Doch im Gegensatz zum Halot One wird der Photon M3 von allen gängigen Slicern wie Lycee oder Chitubox unterstützt. Man ist also nicht auf den hauseigenen Slicer angewiesen. Leider hat der “kleine” M3 kein Wlan sondern muss, wie der alte Mars per USB Stick “gefüttert” werden. Ab dem M3 Plus ist Wlan vorhanden. Es wäre mehr als sinnvoll gewesen, auch dem Kleinen das Wlan Modul zu spendieren. Und der M3 hat eine neue Zwischengröße. Deswegen gibt es noch keine flexible Bauplatte, die das Abnehmen der Drucke von Druckbett doch enorm erleichtert und bei meinen beiden vorherigen Druckern fester Bestandteil war. Mal sehen, wann es da was gibt. Bei 3D Jake könnte ich schon eine passende Platte bekommen, doch die sind so unverschämt teuer, dass das nicht in Frage kommt.
Aktuell druckt er gerade den ersten Kalibrierungstest mit dem “Österreich- Harz”. Das ebenfalls mitbestellte ganz neue Anycubic ABS- Like Plus Harz, der Nachfolger des Anycubic Craftsman Harz, ist leider nicht mit geliefert worden, Da es von einer anderen Stelle aus verschickt wird, kommt es nun wohl erst Morgen.
Ich kann zwar noch nichts über die erzielbare Qualität sagen weil der erste Druck noch läuft, aber eines ist schon mal sicher. Der M3 ist der erste 3D Drucker, den ich in Aktion erlebt habe, der mir nicht zu laut ist. Man hört nämlich ausschließlich den Stepper für die Z- Achse. Irgendwelche Lüfter sind nicht zu hören. vermutlich springen die nur an, wenn es zu heiß wird.
Die ersten Probedrucke waren sehr vielversprechend. Einige Testobjekte und danach ein paar Lok- Laternen zum nachrüsten, weil ich die dringend gebraucht habe. Alles wirklich gut. Schön sauber und fein, sah echt besser aus als aus dem Elegoo Mars. Vor allem war das ja eigentlich transparente Harz nach dem Druck viel klarer, nicht so eingetrübt wie beim Mars. So könnte man damit fast schon wirklich “Fensterscheiben” drucken, wäre da nicht der ganz leichte Gelbstich, den das Material dann doch noch hat. In sofern also meine Erwartungen mehr als erfüllt.

Das Foto ist stark vergrößert. Die Lampe ist für eine 0e Lok gedacht.
Deswegen dachte ich, drucke ich mal ein erstes Exemplar des Kessels der HF 160d, um zu sehen, was ich für das Fahrwerk der Piko BR 86, das ich dafür vorgesehen habe, alles ändern muss.
https://www.thingiverse.com/thing:5251099
Man, ist der Drucker groß… Obwohl die HF 160d wirklich keine kleine Maschine ist (größer als alles, was ich bisher gebaut habe), war noch jede Menge Platz auf dem Druckbett. Also diverses Kleinkram (Figuren usw.) mit gedruckt. Und dann… Ja, der ist groß, der Drucker. Aber “Drucker groß” heißt blöderweise auch “Harzverbrauch groß”…
Das Ende vom Lied, der Druck hat nicht funktioniert, weil ich nicht genug Harz im Tank hatte. Kann man dem Drucker nun wirklich nicht anlasten. So wie es aussieht kann ich den misslungenen Druck wohl doch zumindest dazu nutzen, um die ersten Messungen für die Anpassung ans Fahrwerk vorzunehmen. Ob das Harz gereicht hätte, wenn ich das Druckbett nicht so zugepflastert hätte, weiß ich nicht.
Vorhin habe ich mal das neue Anycubic ABS-Like Plus Resin ausprobiert und eine kleine Blechträgerbrücke gedruckt. Das Harz stinkt recht stark, so wie es alle ABS- Like Harze leider tun aber es ist erstaunlich flexibel und überhaupt nicht spröde. Man kann es biegen wie eine Polystyrol- Platte, ohne das es bricht. Vermutlich kann man Teile aus dem Material für einen Resin Druck doch ziemlich stark mechanisch beanspruchen. Die notwendige Belichtungszeit bei meinem M3 beträgt 2 Sekunden. Somit werden die Drucke auch recht schnell fertig.
Dazu ist das Harz wirklich transparent. Man kann damit bestimmt komplizierte Verglasungen drucken. Es ist nicht so gelbstichig wie das österreichische Badic3D Harz (siehe die Lampe weiter oben) sondern tatsächlich fast “farblos”.
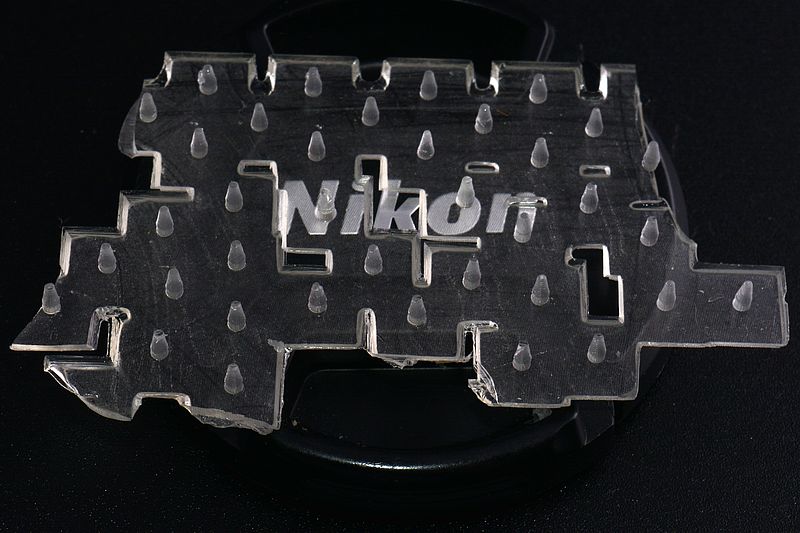
Auf dem Foto ist nur Abfall, Reste vom Stützmaterial auf dem Objektivdeckel meiner Kamera liegend. Aber es ist schon völlig unbehandelt wirklich erstaunlich transparent und farblos. Ob es noch klarer aussieht, wenn man es poliert, muss ich irgendwann mal ausprobieren. Dieses Resin eröffnet einem ganz neue Möglichkeiten. Speziell, wenn man kompliziert geformte Verglasungen benötigt.
Wenn ich ein paar mehr Sachen gedruckt habe, melde ich mich wieder.
Am 31.08 habe ich als Abschluss meiner 9€ Ticket Reisen Travemünde besucht, um dort einen Bekannten aus Süddeutschland zu treffen, der seinen Urlaub in Travemünde auf Priwall verbracht hat.


























Am 23. August war ich im Harz, in Gernrode. Bei einem Zwischenstopp habe ich dabei auch die Altstadt von Goslar besucht.










































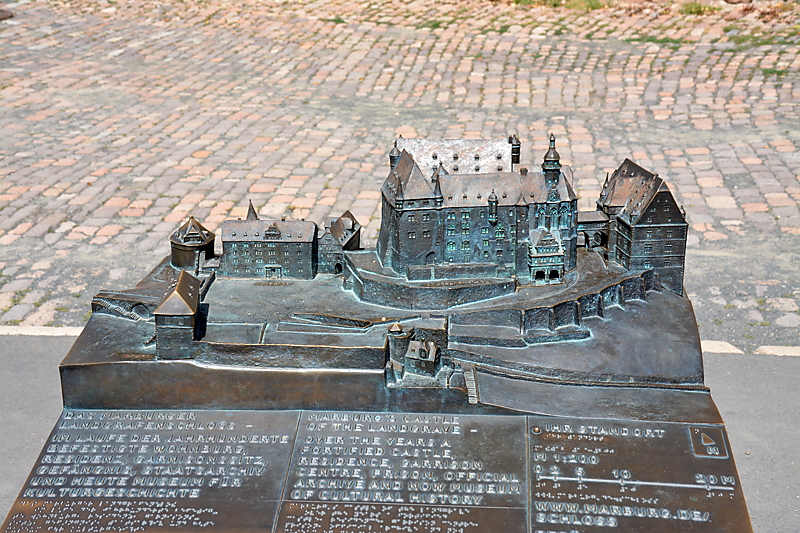
Vom 09.08 bis 11.08 habe ich einen Freund besucht, er in der Nähe von Kassel wohnt. Am 10. 08 haben wir einen Ausflug in die schöne Stadt Marburg unternommen.



























Am 27. Juli war ich auf der Insel Poel.












Am 05.07. 2022 habe ich einen kurzen Ausflug in die schöne Stadt Wilhelmshaven gemacht. Hier sind die Fotos:




















Einen lange gehegten Reisewunsch konnte ich mir am 13.07.2022 im Zuge der 9€ Ticket Reisen endlich erfüllen. Ich war endlich auf Helgoland. Auch wenn die Fähre nicht im 9€ Ticket enthalten ist, war dieser Tagesausflug ein echter Volltreffer.
Hier die Fotos dazu:




































































Eine der erfreulicheren Fahrten mit dem 9€ Ticket war die Fahrt am 21.06 nach Sylt. Hier sind die Fotos:










































Leider mussten einige der Fotos während der Fahrt durch die Fenster von Bahn oder Bus gemacht werden. Deswegen fehlt es manchmal etwas an Brillanz und Schärfe.