Im Gegensatz zu den meisten Modellbahnern hat meine “Karriere” nicht mit Märklin angefangen, sondern mit Spur N. Ein paar Sachen sind mir davon bis heute deutlich im Gedächtnis geblieben. Am letzten Wochenende ist mir auf einem Flohmarkt so ein Stück Kindheitserinnerung unter gekommen. Ich konnte einfach nicht widerstehen und musste das Teil für 10€ mit nach Hause nehmen. Es handelt sich nicht um eine Lok oder einen Wagen, sondern um einen Häuserbausatz, den “berühmten” Dorfbausatz von Faller.

Genau diese Häuschen und die Kirche hatte ich als Kind und Jugendlicher auf jeder meiner Spur N Anlagen, wirklich auf jeder. Spur N ist aber schon lange nicht mehr meine Spurweite. Ich bin in den 1980ern auf H0 (2- Leiter) umgestiegen und recht bald nach dem Einstieg von Lenz dann auf Spur 0. Seit etwa 10 Jahren mache ich jetzt Spur 0 in Schmalspur, also 0e, was mir bisher mit Abstand am meisten Spaß macht..
Zuhause habe ich festgestellt, das der Bausatz wahrlich nicht so alt ist, wie vermutet. Tatsächlich wird er nahezu unverändert selbst mehr als 50 Jahre später immer noch produziert. “Nahezu”, denn inzwischen liegen dem Bausatz gedruckte Lichtblenden und nicht nur Gardienen zum Ausschneiden bei. So schimmert eine eventuelle Beleuchtung nicht mehr so “schön” durch die Plastikwände. Davon abgesehen sind die Häuser noch genau so wie früher. Selbst die Farbgebung ist gleich geblieben.
Je älter ich werde, desto größer wird also der Maßstab. Ich habe in einer Schublade noch etwas Spur N Rollmaterial und auch ein paar Gleise liegen. Das alles stammt aus einem Nachlass und ist mindestens schon 20 Jahre alt. Aber nach dem Erwerb dieses Bausatzes habe ich mal nachgeschaut. Für eine kleine Anlage (auf einer Styroporplatte von 100×50 cm) würde das vorhandene Material reichen. Mal sehen, ob ich daraus wirklich bald mal was mache.
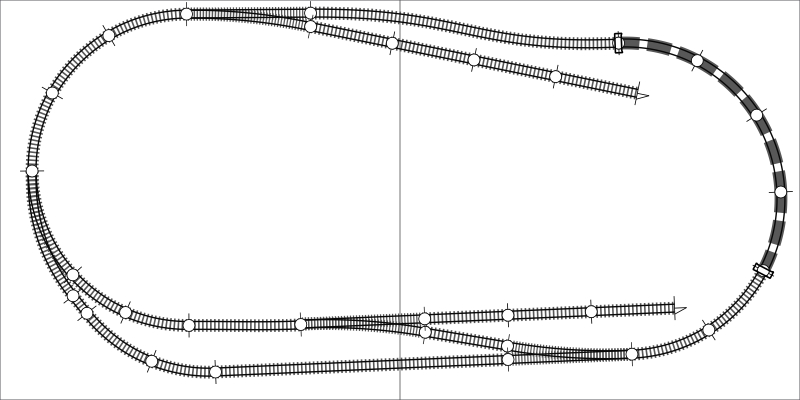
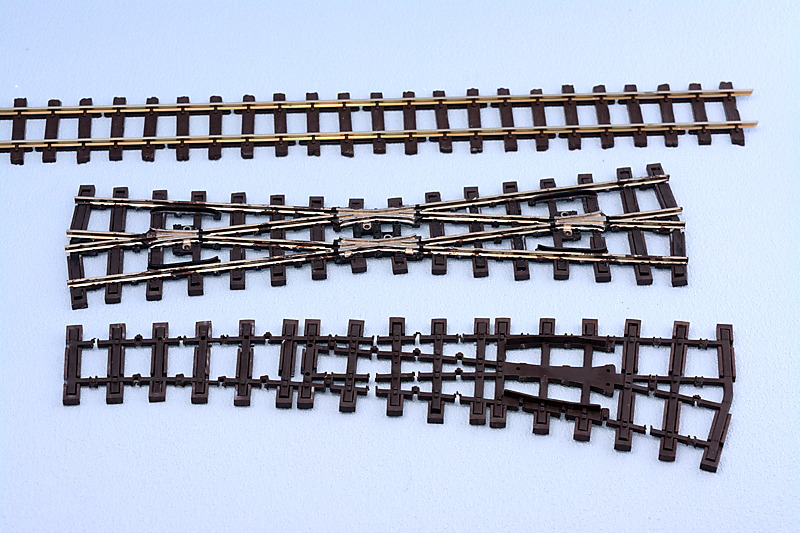
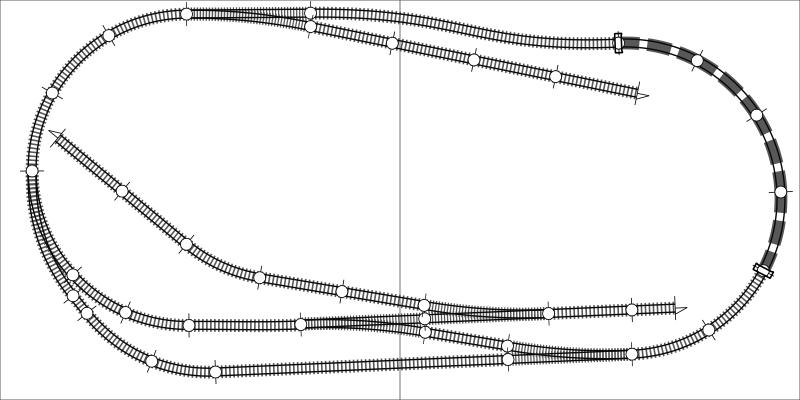
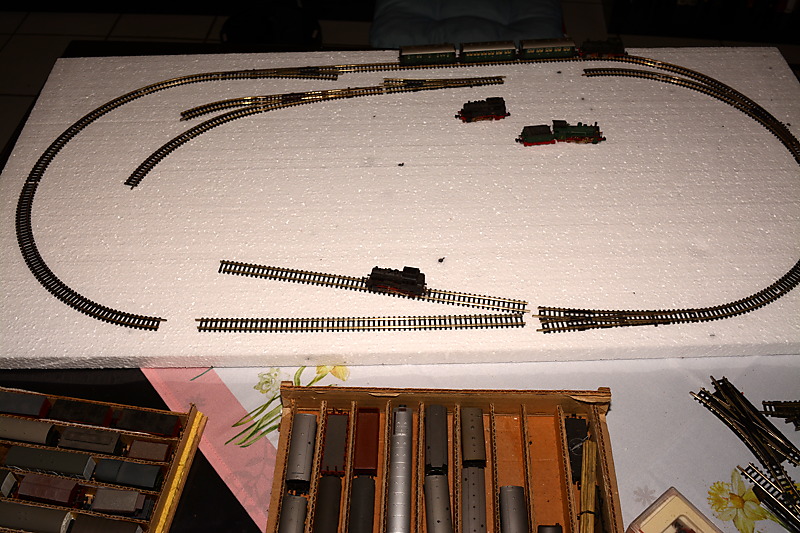
Aktuell tendiere ich zu dieser Gleisplan- Variante. Die lässt den meisten Raum für “Landschaft”. Die “Kurven” rechts und links incl. der Bogenweiche sind “gesetzt”. Hierzu gibt es keine echte Alternative, wenn ich das vorhandene Material bei dem zur Verfügung stehenden Platz nutzen will.
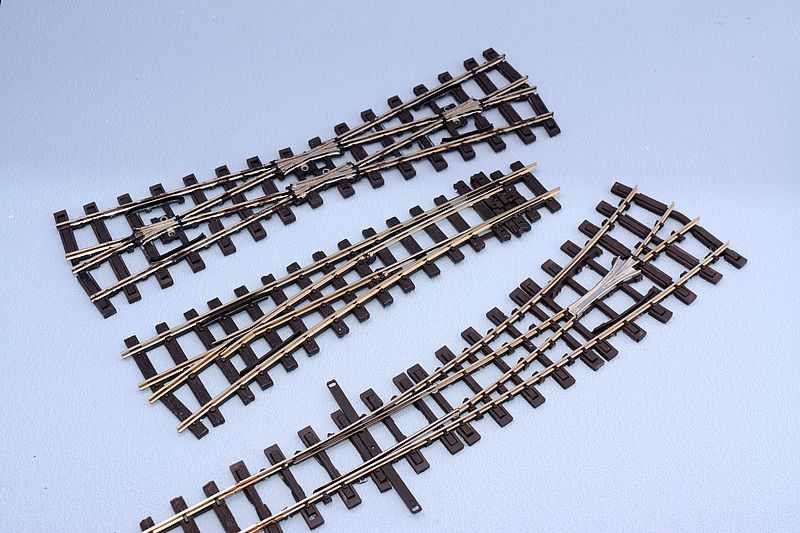
Die ganz schlanken Roco Weichen sorgen allerdings dafür, das der Plan schon fast zu “modern” wirkt.
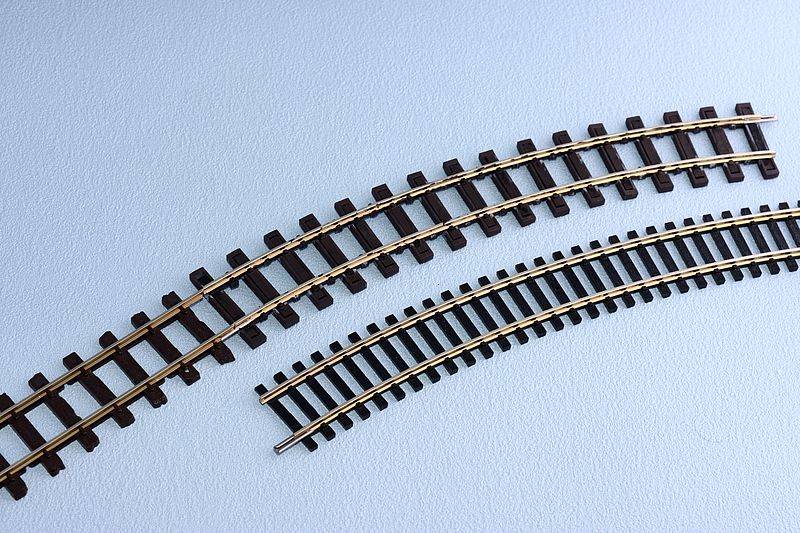
Das wäre dann das genaue Gegenteil. Hier würden alle steilen Minitrix Weichen, die ich habe, verarbeitet werden. Neben den längeren Gleisen im Bahnhof würde die Anlage so sicher auch nostalgischer aussehen. Aber ob mir das mit den steilen Weichen gefällt, weiß ich nicht so wirklich.
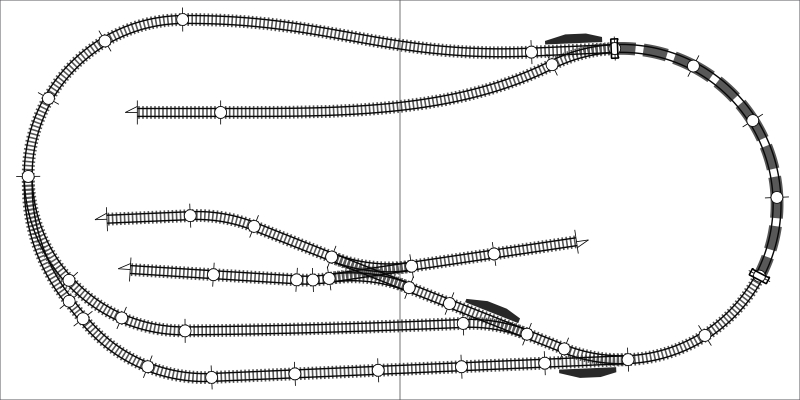
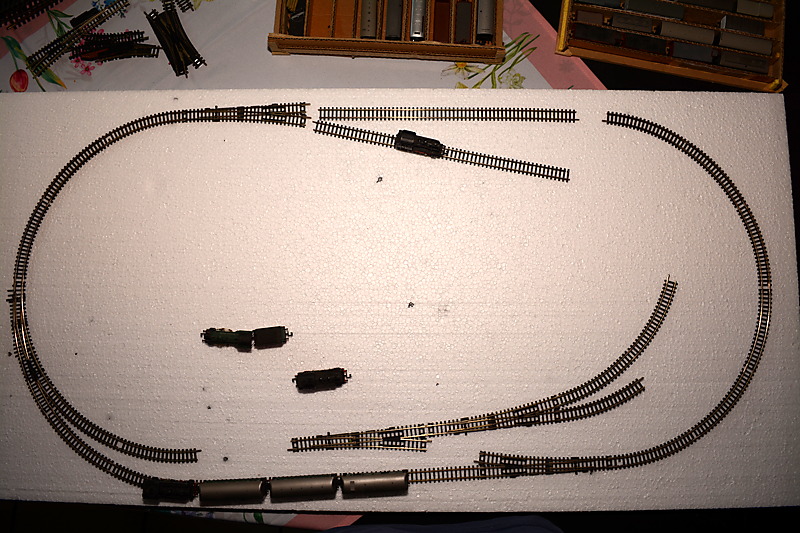
Von den schlanken Roco Weichen habe ich etwa 10 Stück. Die kann ich auf der Fläche sicher nicht alle unterbringen. Hier eine Variante mit 4 Weichen plus Bogenweiche… Rangieren in Spur N macht aber nicht gar so viel Spaß. Dazu sind die Fahrzeuge einfach zu winzig. Also wird es wohl in etwa die erste Variante werden. Um zwei Züge abwechselnd kreisen zu lassen, reicht sie auf jeden Fall aus.
Wobei ich vermutlich analog fahren würde, denn die winzigen N Loks umzurüsten dürfte meine feinmotorischen Fähigkeiten bestimmt übersteigen.
Heute habe ich angefangen, den Bausatz zusammen zu bauen. Sowas habe ich seit Jahrzehnten nicht mehr gemacht. Mein Gott ist Spur N winzig… Ich habe nur eines der vier Gebäude geschafft und war trotzdem “erledigt” von der Fummelei mit den winzigen Teilen. Maßstab 1:45 ist das doch erheblich “montagefreundlicher”…
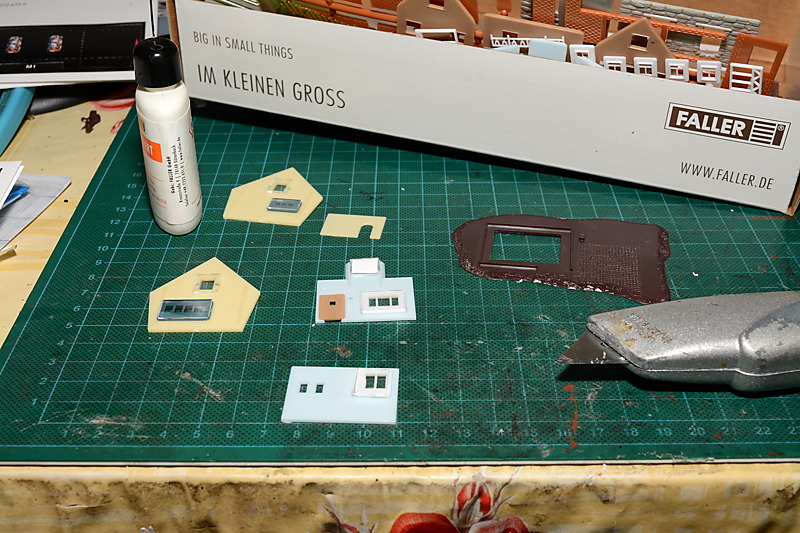
Als erstes muss man wie üblich die Wände bestücken. Das gefiel mir als Kind gar nicht, denn ich wollte das Haus so schnell wie möglich zusammengebaut sehen. Aber mit dem Alter kommt auch eine gewisse Gelassenheit…

Nach viel Arbeit ist dann ein “Faller- Häuschen” fertig. Ich werde die Kunststoffteile bewusst nicht farbig behandeln, um den Nostalgie- Effekt nicht zu verlieren. Genau so (na ja, fast, meine alten Häuschen waren immer viel mehr mit Kleber verschmiert), hat das vor 50 Jahren ausgesehen.

Wirklich Nostalgie Pur, zumindest für mich.

Natürlich musste ich noch die Eisenbahn ins Spiel bringen. Die “Zuckersusi” habe ich ja schon mal vorher gezeigt.

Was für ein Riese… Das ist eine Figur in 1:50, also für Spur 0 schon grenzwertig klein. Trotzdem ist sie 2 Stockwerke hoch…
Wenn ich die anderen Häuser gebaut habe, gibt es mehr Fotos. Und wenn ich anfange, tatsächlich die Spur N Anlage zu bauen, natürlich auch.
Heute habe ich das zweite Häuschen zusammen gebaut.


Bei diesem Modell haben nicht alle Teile sauber zusammen gepasst. Ich musste es noch mal auseinander nehmen und eine Wand nachbearbeiten.

So langsam nimmt das “Dorf” Gestand an.
Auch über den Gleisplan habe ich ein wenig weiter nachgedacht
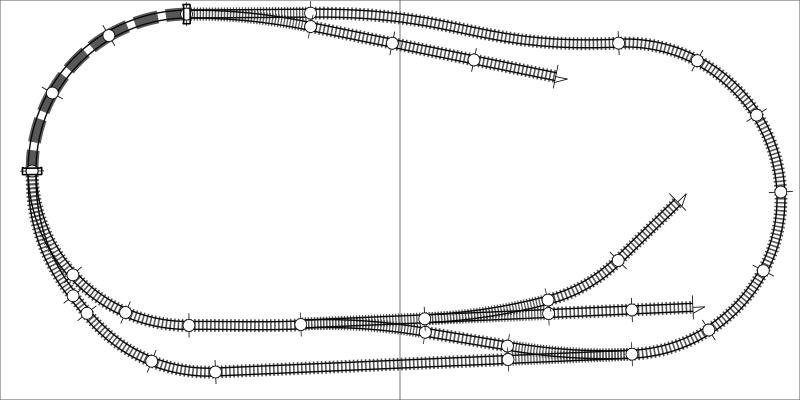
So habe ich die drei Abstellgleise ohne die komplette Fläche mit Gleisen zuzubauen…
Ich denke, ich werde versuchen noch mehr so alte “Faller- Häuschen”, die ich bis heute nicht vergessen habe, aufzutreiben. Vieles davon gibt es tatsächlich auch heute immer noch als Bausatz. Den alten Pola Güterschuppen gibt es jetzt im Faller Programm. Der Bahnhof Waldkirch kann man genau so noch bekommen. Das Pola Stellwerk “Heidschott” ist mir bisher noch nicht als Neuware unter gekommen. Wir hatten immer zwei typische Stellwerke. Einmal das erwähnte Pola Modell und einmal das “moderne” Stellwerk von Vollmer. Letzteres ist aber zeittypisch einfach hässlich. Deswegen bevorzuge ich das Pola Stellwerk. Auch den kleinen Lokschuppen von Arnold gibt es wohl nicht mehr neu… Mal sehen, was mir da im Lauf der Zeit so ins Netz geht.
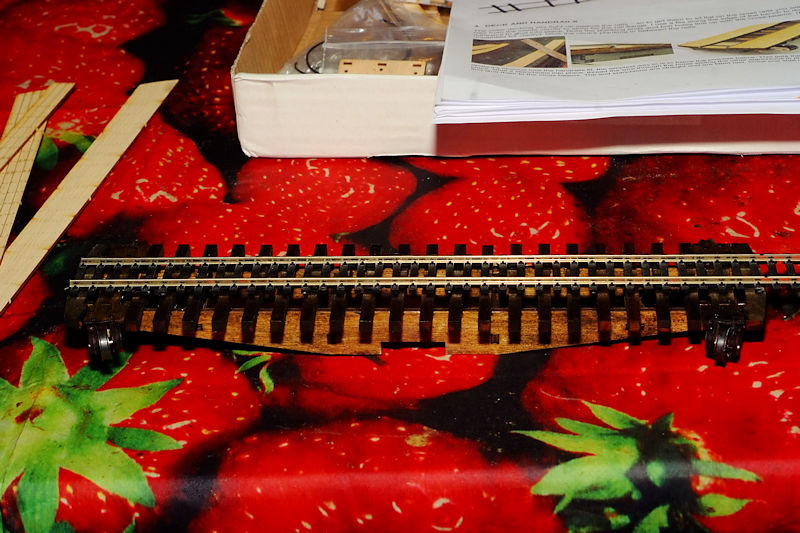
Ich habe zum Ausprobieren mal ein paar Gleise ausgelegt.
Es könnte tatsächlich so passen.

Ein Personenzug mit 3 kurzen Vierachsern passt in den Bahnhof.

Und ein Güterzug mit sechs Zweiachsern ebenso.
Außerdem habe ich die beiden anderen Gebäude montiert.

Das kleinste der Siedlungshäuser, irgendwie auch das Niedlichste. Allerdings war es am kompliziertesten zu Bauen, da einige Teile keine Passer angebaut haben, so z.B. die Fensterläden. Bei den anderen Wohnhäusern war das besser vorbereitet.

Die Kirche hingegen als das größte der vier Gebäude war am leichtesten und schnellsten zu montieren.

Einfach ein schönes Ensemble.
Es ist tatsächlich ein kleines Bisschen weiter gegangen, wenn auch mehr aus “Zufall”. Bei meiner letzten Bestellung bei Aliexpress fehlte mir noch etwas für knapp 1€ um auf die notwendigen 10€ für den 12 Tage Versand zu kommen. Anders hätte es schon mal 3 Monate dauern können, bis die Sachen ankommen. Also ein wenig gestöbert und siehe da:

Ein Tütchen mit 100 bemalten Figuren in 1:150, Kostenpunkt 1,40€… Dafür bekommt man 4 verschiedene stehende Männer, 4 verschiedene stehende Frauen, 2 verschiedene sitzende Männer, 2 verschiedene sitzende Frauen und 2 verschiedene Kinder. Also 14 verschieden Figuren, insgesamt 100 Stück, alle unterschiedlich bemalt. Klar sind Preiser und co schöner, aber dort, wo es nicht ganz so drauf an kommt, kann man die “Chinesen” gut einsetzen.

Man sieht auch, das 1:150 doch etwas größer ist als 1:160, oder das die Faller Häuschen etwas klein geraten sind. Aber das fällt nur bei solchen direkten Vergleichen auf.