
Hier nun der letzte Teil des Bauberichts von meiner Mini- CNC Fräse. Nachdem der Aufbau fertig gestellt wurde, musste zunächst mal die passende Software- Ausstattung gefunden werden. Und das hat sich als extrem schwierig herausgestellt.
Es ist zwar überhaupt kein Problem, anständige CAD Software zum Nulltarif zu bekommen (LibreCAD, FreeCAD, Inkscape, QCAD,…) . Die Konstruktion der Fräsobjekte lässt sich also ganz leicht mit Open Source oder Freeware erledigen.
Aber die CAM Software, die aus den in der CAD Software erstellten Zeichnungen G-Code für die Fräse erzeugt, das ist ein großes Problem. Alles, was brauchbar ist, kostet ein Vermögen. Ich sehe nicht ein, zu einer 200€ Fräse eine 2000€ Software wie Solidworks dazu zu kaufen. Mal ganz abgesehen davon, das ich mir das sowieso nie leisten könnte. Es gibt einige “Free” Programme, das sind aber alles nur Demos, mit teilweise extremen Einschränkungen. So legt beispielsweise EstlCam nach dreimaliger Benutzung bei jedem Mausklick geschlagene 180 Sekunden (wirklich, 3 Minuten) Pause ein, in der ein Nerf- Requester gezeigt wird, in dem man aufgefordert wird, die Urlaubskasse der Autoren zu füllen. Da man diesen Requester nicht wegklicken oder auch nur in den Hintergrund schieben kann, ist der Recher dann vollständig blockiert. Obendrein ist der von EstlCam erzeugte G-Code voller Fehler. Damit steht natürlich fest, das ich die Urlaubskasse der Autoren definitiv nicht auffüllen werde. Auch andere als “free” beworbene CAM Programme sind immer nur stark eingeschränkte Demos, mit denen man nicht wirklich etwas anfangen kann.
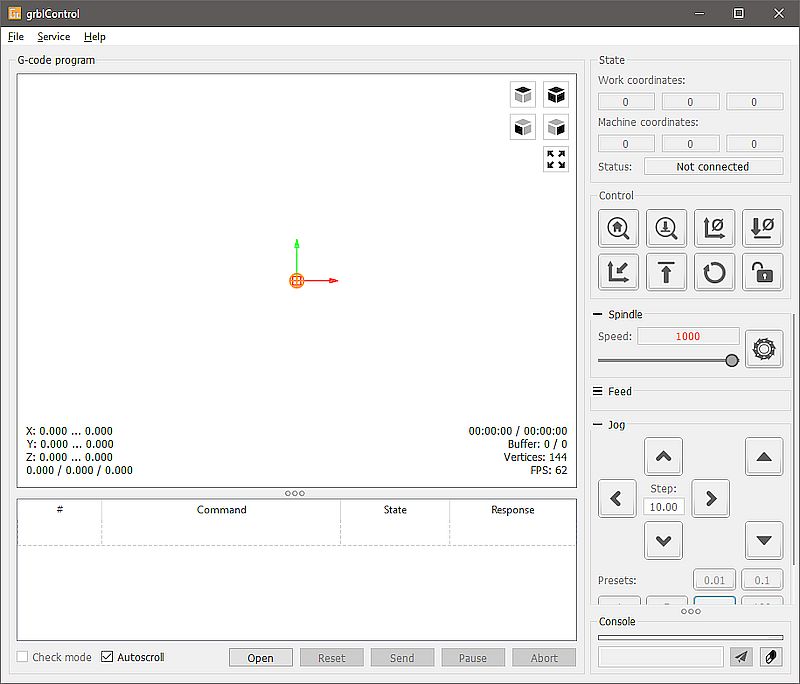
Bei der Fräse selbst ist auch kein CAM Programm mit dabei. Nur das (tadellos funktionierende) Steuerprogramm “GRBL Control” wird mitgeliefert…
Daneben existiert ein (ursprünglich für Linux gedachtes) Python Programm namens bCNC. Das Programm kombiniert CAD und CAM Software in einem Open Source Projekt. Allerdings benötigt es eine uralte Python Version und diverse Zusatz- Pakete, ganz Linux typisch, um ein Programm zu nutzen, muss man erst mal hunderte von “Dependencies” installieren. Trotzdem ist der Erfolg fraglich. Genau so hier. Ich bin wirklich kein Computer Anfänger, aber mir ist es nicht gelungen, das Programm ans laufen zu bekommen…
Es gibt ein Plugin für Inkscape das aus der in Inkscape erstellen Zeichnung G-Code erzeugt. Das ist aber inoffiziell, der Support dafür auf Russisch und obendrein extrem kompliziert zu bedienen.
Für das die “Professional” Version der OpenSource Software QCAD gibt es ein CAM Modul. Das kostet aber auch schon dreistellige Beträge, erscheint mir aber fast noch das beste Preis- Leistungsverhältnis zu haben. Dachte ich zumindest…
Als ich schon verzweifelt aufgeben wollte, bin ich doch noch fündig geworden. Der US- Hersteller Carbide, der halbwegs preisgünstige (1500$ bis 2500$) CNC Fräsen, die ähnlich wie meine China Fräse auch auf der Open Source Firmware GRBL basieren, herstellt, hat sein hauseigenes CAD/CAM Programm, das bisher nur für die eigenen Kunden verfügbar war, seit kurzem für jeden freigegeben. Das Programm heißt “Carbide Create” und ist, nachdem man sich für eine Mailing Liste angemeldet hat, kostenlos zu nutzen. Für sowas gibt es ja gottseidank Wegwerf- Email Adressen. Außerdem funktioniert das Abmelden von dem Newsletter tatsächlich.
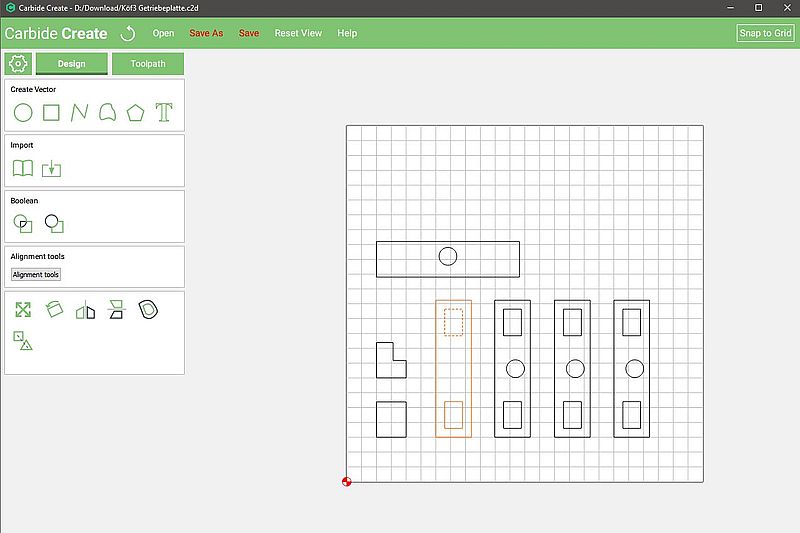
Carbide Create kann SVG und DXF Dateien importieren und stellt darüber hinaus umfangreiche Tools zum Konstruieren von Fräs- Objekten bereit. Man hat Grundformen, die man verändern und kombinieren kann, genau so wie Text oder Bool- Operationen. Vor allem ist es wunderbar einfach möglich, die Abmessungen und Anordnungen ganz präzise einzustellen. Eine Bitmap (jpg, bmp oder so was) lässt sich halb- transparent in den Hintergrund legen und nachzeichnen. Wenn man also eine Zeichnung einer Lok aus dem Internet herunter geladen oder eingescannt hat, kann man diese passend skaliert als Hintergrund nutzen und so die Formen präzise nachzeichnen.
Wenn die Zeichnung steht (egal ob importiert oder in Carbide Create erzeugt) generiert mal die Pfade für die Maschine (“Toolpath” auf Englisch). Das ist dann jetzt das wichtige “CAM” Modul. Hierfür stehen diverse Werkzeuge zur Verfügung. Man kann Innen- oder Außen fräsen, “pockets” also Vertiefungen, die nicht komplett durch getrennt werden sondern beliebig tief in das Material eingraviert werden, erzeugen lassen. Auch die “tabs” also die Haltestege, damit das gefräste Teil noch am äußeren Material hängt, lassen sich ganz einfach erzeugen, positionieren und anpassen. Man kann das Ergebnis simulieren lassen. Dann wird eine 3D Ansicht des Projekts erstellt, so wie es nachher tatsächlich gefräst wird. Passt alles, lässt sich das Projekt als G-Code speichern und mit einer beliebigen Fräse, also auch meiner CNC 3018 verarbeiten…
Für einen Einsteiger wie mich, der erst noch alles lernen muss, ist Carbide Create wirklich gut geeignet. Dazu gibt es viele Video- Tutorials, so das der Einstieg leicht gemacht wird. Zwar ist das alles nur auf Englisch zu bekommen, dafür aber wirklich kostenlos und ohne Einschränkungen. Ein Grund mehr, endlich Englisch zu lernen…
Carbide Create ist das einzige CAD/CAM Programm, das ich finden konnte welches voll funktionsfähig, einfach zu bedienen und trotzdem kostenlos verfügbar ist. Deswegen bekommt es meine uneingeschränkte Empfehlung. Carbide Create gibt es für Windows und Mac, nicht aber für Linux.
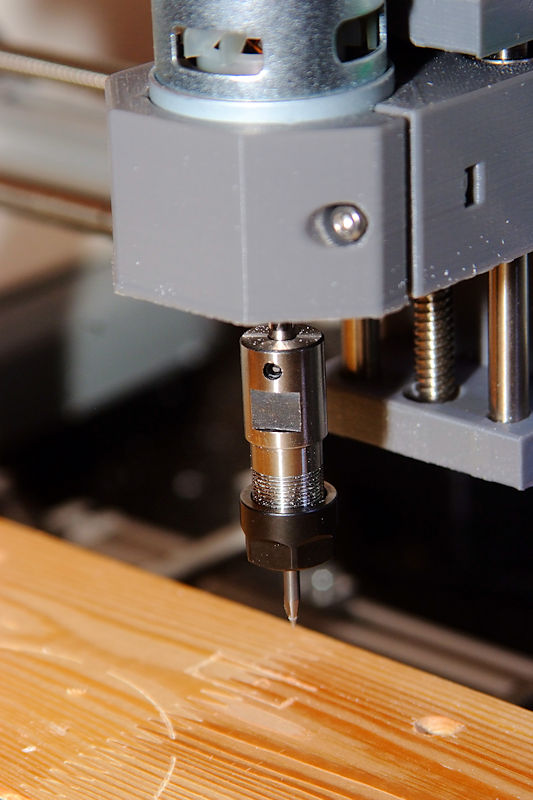
Jetzt, da die Software Frage zumindest vorerst geklärt ist stehen nur noch die letzten Tuning- Maßnahmen an, um dann eine wirklich einsatzfähige CNC Fräse zu haben. Ich benötige noch eine anständige Aufnahme für die Fräser. Die mitgelieferte Messinghülse ist alles, nur nicht präzise. Damit kann man keinen Rundlauf hin bekommen. Also muss eine neue Aufnahme her. Es bietet sich an, den weit verbreiteten und oft bei dieser Art Fräsen verwendeten Standard ER11 zu verwenden. Im direkten Vergleich zwischen der ER11 Spannzangen- Aufnahme und der mitgelieferten Messinghülse ahnt man schon, das jetzt alles besser wird.

Um die Halterung zu montieren, musste ich sie mit dem Lötkolben erhitzen. Die Bohrung ist wirklich stramm sitzend. Die Madenschrauben sind eigentlich nicht nötig, so stramm wie die Halterung auf die Welle gepresst ist. Das ist natürlich beabsichtigt, damit der Fräser sauber rund läuft. In der Tat ist der Rundlauf mit bloßem Auge deutlich erkennbar besser als mit der Messinghülse.
Jetzt fehlen mir nur noch anständige Fräser. Dabei kann man wirklich viel Geld loswerden. Aber ein Fräser, der genau so viel kostet wie meine ganze Fräse, das wäre dann doch wohl des Guten zu viel… Erst mal musste ich raus finden, welche Fräser für Polystyrol geeignet sind. Ein erster Versuch mit den Fräsern aus einem Gravurset mit Mini- Bohrmaschine endete katastrophal. Das Polystyrol ist nur am Fräser fest geschmolzen, aber nicht geschnitten worden.
Ich habe mich nach längerer Recherche für einen Einschneidenfräser entschieden. Bestellt habe ich die Fräser bei cnc-plus. Dort gab es passende und qualitativ relativ gute Fräser für ca 5€ das Stück. Mal sehen, wann sie ankommen.
Außerdem habe ich in China eine Satz Spannzangen mit Durchmessern von 1 bis 7 mm bestellt. Die sollten so Ende November Anfang Dezember ankommen. Dann kann man neben den Standard 3,2 mm Fräsern auch mal kleinere oder größere Bohrer verwenden. Als Standbohrmaschine lässt sich die Fräse nämlich auch “zweckentfremden”…
Wer also auch so eine Fräse bauen will, sollte entweder gleich einen Bausatz mit ER11 Spannzangenaufnahme bestellen oder zumindest die ca 15€ für so ein Teil mit einkalkulieren. Ohne das wird man sicher nicht glücklich mit der Fräse…
Außerdem habe ich im Internet nach dem Laser- Modul für meine Fräse recherchiert. Im Prinzip gibt es ja 3 verschiedene Laser- Module. Eines mit einem 500 mW Laser, eines mit einem 2.5 Watt Laser und eines mit einem 5,5 Watt Laser. Das “Kleine” ist nur Spielzeug, damit kann man gravieren, aber nicht wirklich schneiden. Das “Große” ist schon sehr kräftig, aber im Verhältnis sehr teuer und aktuell so gut wie nicht aufzutreiben. Das “mittlere” Modul hingegen ist sehr preisgünstig so um ca 50€ herum zu bekommen. Und es ist kraftvoll genug um MDF, Sperrholz und sogar Acryl (kein Transparentes oder Blaues, aber Rotes oder Schwarzes z.B.) bis ca 5 mm problemlos zu schneiden. Dünne Sachen wie Karton stellen natürlich überhaupt kein Problem dar. Ich denke, das 2,5 Watt Laser Modul stellt wirklich eine sinnvolle Ergänzung dar. Damit kann man dann Holz oder Karton verarbeiten und zwar bestimmt besser als mit dem Fräser. Das 2.5 Watt Modul hat es damit auf meine Wunschliste für 2019 ziemlich weit nach oben geschafft.
Hiermit ist der Baubericht zu meiner CNC Fräse abgeschlossen. Wenn es wirklich nächstes Jahr das Laser Modul gibt, gibt es dazu einen eigenen Bericht.
Inzwischen habe ich die ersten Teile aus der Fräse, die ich tatsächlich einsetzen kann und werde. Es handelt sich um die Antriebs- Halterung für meine im Bau befindliche GEC Lok aus einem Slimrails Bausatz, für die ich eine H0 Köf 3 von Roco als Antriebsspender verwende.
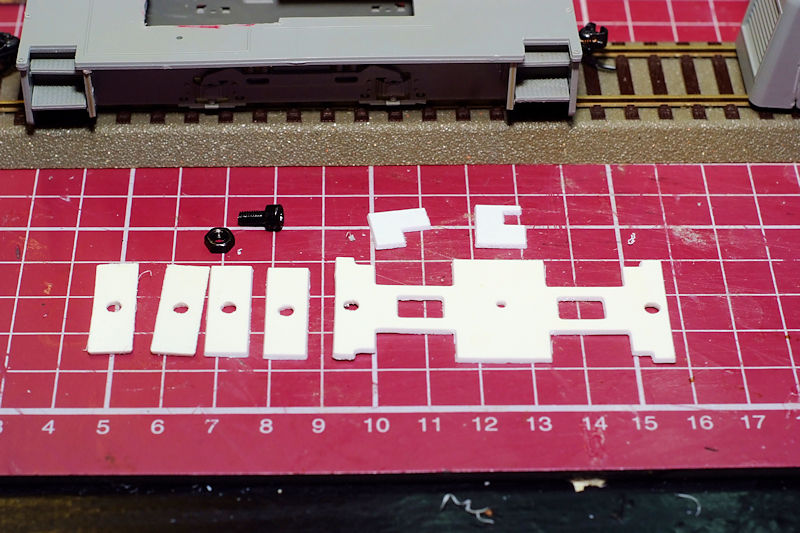
Die Präzision der Teile ist mindestens so gut wie die der Bausatz Teile aus Plastik- Spritzguss und damit mehr als ausreichend für meine Zwecke. Auf dem Foto sind die Teile noch nicht entgratet oder anders nach bearbeitet sondern exakt so, wie sie aus der Fräse kommen. Mit einem Skalpell und Lineal hätte ich das nie auch nur ansatzweise so gut hin bekommen. Das wäre in diesem Fall zwar nicht unbedingt nötig gewesen, da die Teile sowieso unsichtbar unter der Lok eingebaut werden, aber so ist es trotzdem viel besser…
Was hat der Spaß nun insgesamt gekostet und was musste ich alles machen, damit die Fräse einsatzbereit wurde?
Der Bausatz der Fräse hat bei Ebay 199€ incl Versand aus Deutschland gekostet. Die (zwingend notwendige) ER11 Spannzange hat zusammen mit dem 1/8 Zoll Einsatz für die Standard- Fräser incl Express- Versand per Amazon Prime 14,95€ gekostet. Dazu habe ich mir noch 2 Stück 0,8 mm Einschneiden- Fräser zu je 4,95€ geleistet, von denen einer bereits abgebrochen ist ![]() … Die Teile oben sind übrigens mit dem Standard- V- Fräser, der im Bausatz enthalten war gefräst. Die V- Fräser sind sehr viel robuster und können auch viel schneller fräsen. Dafür sind die Teile dann nicht ganz so schön wie mit dem dünnen Spezial- Fräser. Hier hat die Genauigkeit aber locker mit dem V- Fräser gereicht. Um auch mal andere Werkzeuge einsetzen zu können, habe ich mir einen kompletten Satz Spannzangen- Einsätze von 1 – 7 mm über Ebay in China gekauft. Die haben incl Aufbewahrungsboxen und Versand 7,95€ gekostet und sind gerade eben eingetroffen. Ausprobieren habe ich sie deswegen noch nicht können.
… Die Teile oben sind übrigens mit dem Standard- V- Fräser, der im Bausatz enthalten war gefräst. Die V- Fräser sind sehr viel robuster und können auch viel schneller fräsen. Dafür sind die Teile dann nicht ganz so schön wie mit dem dünnen Spezial- Fräser. Hier hat die Genauigkeit aber locker mit dem V- Fräser gereicht. Um auch mal andere Werkzeuge einsetzen zu können, habe ich mir einen kompletten Satz Spannzangen- Einsätze von 1 – 7 mm über Ebay in China gekauft. Die haben incl Aufbewahrungsboxen und Versand 7,95€ gekostet und sind gerade eben eingetroffen. Ausprobieren habe ich sie deswegen noch nicht können.
Dazu sind noch 4 Filzgleiter gekommen, die ich sowieso noch hier liegen hatte (stammen von irgendeinem Diskonter, ich weiß nicht mehr welcher). Unter alle 4 Ecken geklebt reduzieren sie die an den Tisch übertragenden Schwingungen doch sehr deutlich. Damit kann man die Fräse ohne schlechtes Gewissen auch in einer Mietwohnung einsetzte, selbst in der Nacht. In dem Zimmer, in dem die Fräse läuft, kann zwar keiner schlafen, aber das Geräusch ist nicht so laut, das es nebenan stört.
Die Software, die bei mir zum Einsatz kommt, ist kostenlos. Die Treiber und das Steuerprogramm “GRBL-Control” sind im Bausatz enthalten und zum Konstruieren und G-Code erzeugen verwende ich das kostenlose “Carbide Create”, mit dem ich sehr schnell und leicht klar gekommen bin. Es gibt ein alternatives Steuerprogramm (Grbl Controller 3.0) welches ebenfalls kostenlos ist und scheinbar mehr Optionen bietet. Das habe ich bis jetzt aber noch nicht ausprobiert, werde ich demnächst aber tun. Sofern mir die Konstruktionsmöglichkeiten von Carbide Create irgendwann mal nicht mehr ausreichen, so kann man ja jederzeit auch Zeichnungen aus Libre CAD, AutoCad usw importieren und weiter verarbeiten. Zur Zeit sehe ich da aber noch keinen Bedarf.
In der Summe macht das 231,80€ für ein sehr universell einsetzbares und für meine Hobby- Zwecke hervorragendes Werkzeug, das mir unendliche Bastel- Möglichkeiten eröffnet, die ich sonst so nie haben würde. Dazu kommt dann noch “Verbrauchsmaterial” wie Polystyrol- oder Holz- Platten, Doppel- Klebeband und ähnliches.
Der Bau meiner Fräse war auf Grund der unpassenden Muttern ziemlich fummelig und auch nervig. Sieht man davon ab (also sofern man einen Bausatz mit passenden Muttern erwischt) ist der Bau aber von jedem, der weiß, wo die spitze Seite eines Schraubenziehers ist, zu bewerkstelligen.
Die Lernkurve beim CNC Fräsen ist bei weitem nicht so steil wie beim 3D Drucken. Die Zeit vom Anfang bis zu den ersten brauchbaren Ergebnissen ist doch um einiges kürzer. Klar kann man beim Fräsen auch Fehler machen und ich habe garantiert noch längst nicht alle gemacht. Aber im Vergleich zum 3D Drucker sind die Resultate doch deutlich einfacher zu reproduzieren.
Am 3D Drucker muss man obendrein ständig herum basten, hier was umbauen, da was verbessern. Bei der Fräse ist das nicht notwendig, sobald man sie einmal eingerichtet hat.
Das Ergebnis der CNC 3018 ist um einiges besser als bei einem 3D Drucker aus der gleichen Preisklasse (also einem Prusa I3 Klon wie z.B. meinem GEEETech I3 Pro B). Beim 3D Drucker bin ich mir nicht so zu 100% sicher, ob sich die Ausgabe dafür gelohnt hat. Bei der CNC Fräse bin ich es.
Hallo, Leidensgenosse. Ich bin seit 5 Monaten an genau dieser Stelle, welche Du in Deinem Fräsenprojekt beschreibst. Habe wie Du mit Eintritt ins Rentnerdasein eine 3018 und einen Prusa-3D Drucker montiert und habe jetzt das Problem, dass mir zu beiden Maschinen die “Brücke” in Form einer Software fehlt. Also ich habe einfach noch nicht verstanden, wie ich Objekte in einer CAD-Software erstellen kann und der Drucker oder die Fräse aus diesen Objekten dann Maßstabsgetreu und mit wachsender Begeisterung die entsprechenden Produkte erzeugt. Alle was ich in Foren lese, geschrieben in einer Sprache die ich nicht verstehe und die m.M. nach viel zu weit Oben ansetzt und mich mit fehlenden Grundlagen zurück lässt.
Selbst die von Dir beschriebene Software “Carbide Create”, welche ich installiert habe, kann mir diese Brücke zu den Maschinen nicht liefern…Ich versteh schlicht den Zusammenhang nicht! “Carbide Create” liefert doch gar keine Anbindung an die Fräse??!! Sprich, die Fräse hängt doch mit ihren Achsennullpunkten völlig in der Luft? Woher weiß den Carbide, wie die Fräse richtig anzusteuern ist? Also hier fehlt mir völlig das Verständnis, ich hatte geglaubt, dass mir mit Estlcam 11 eine Software vorliegt, welche diese Brücke herstellt, hier kann ich zwar die Hardware der Fräse relativ sauber auf die Software einstellen, aber das Objekt, mein Modell muss ich doch wieder an anderer Stelle konstruieren… Ich verwende dafür im Moment Sketchup 8 und für den Datenaustausch das *.dxf Format…aber dabei kommt es zu unbegreiflichen Maßverschiebungen, die mir auch kein Mensch erklären kann(oder will). Also ich bin kurz davor, den ganzen Kram in die Tonne zu stecken, und mein Elektronikbasteln aufzugeben. Habe irgendwie den Eindruck, dass es dafür keine Grundlagen gibt und jeder so sein eigenes Süppchen kocht…Vielleicht kannst Du mir ja noch einen Tipp geben, wo Du Dir Dein Grundlagenwissen zusammengelesen hast, wäre toll und ich Dir sehr dankbar…und wenn das vielleicht nicht möglich ist(weil viel zu breit gestreut), dann lass ich es tatsächlich sein…
Zum Ende hin noch meinen tiefsten Respekt vor Deinen Arbeiten…das sieht alles sehr, sehr gelungen aus. Einfach schön!
Danke für Deine Zeit und Dein Verständnis und bleib gesund in diesen verrückten Zeiten
Viele Grüße
Frank
Hallo Frank…
Da hast du Glück, das ich aktuell zu Hause bleiben muss, da meine Arbeitsstelle geschlossen wurde. So habe ich Zeit, ausführlich auf deinen Kommentar einzugehen…
Der grundsätzliche Ablauf beim maschinellen Herstellen von Teilen ist eigentlich immer gleich. Egal ob 3D Drucker, CNC Fräse oder Lasercutter… Auch bei anderen CNC Maschinen wie CNC Drehbänken, Wasserstrahl- Schneidern usw funktioniert es immer gleich. Der Arbeitsablauf besteht aus drei Teilen. Erstens die Software zur Erzeugung der Konstruktion bzw Zeichnung, zweitens die Software zur Erzeugung des Steuercodes passend zur Maschine und drittens aus dem eigentlichen Steuer- Programm, welches ebenfalls zur Maschine passen muss.
Zuerst wird der Gegenstand in einem 2D oder 3D Konstruktionsprogramm erstellt, je nach dem ob es sich um flache Teile (CNC-Fräse, Lasercutter. …) oder um räumliche Teile (3D Drucker,…) handelt. Hier wird also zunächst mal eine Zeichnung bzw ein 3D- Modell des Gegenstands erstellt. Dazu kann man viele verschiedene Software- Pakete verwenden. Dieser Schritt wird CAD (Computer-Aided Design, zu Deutsch Computer gestütztes Design) genannt.
Für 2D (Fräse, Laser,…) nutzt man zum Beispiel LibreCAD, AutoCad, CorelDraw, Inkscape,… Auch CarbideCreate ist hier zu nennen.
Im 3D Bereich (3D Drucker,..) gibt es z.B. FreeCAD (bedingt auch für 2D zu gebrauchen), OpenSCAD, SketchUp, Autodesk Fusion usw… Das eigentliche Konstruieren ist der erste und meiner Ansicht nach schwierigste Schritt. Denn hier entscheidet sich, wie das fertige Teil mal aussehen wird…
Der zweite Schritt ist nun, aus der Zeichnung einen Maschinen- Steuerungs Code zu erzeugen.
Bei 3D Druckern erledigt das ein sogenannter “Slicer”, der das 3D Modell in dünne Schichten aufteilt (sliced) und für jede dieser Schichten den Steuercode erzeugt. Bei allen mir bekannten Hobby- 3D Druckern ist immer ein passender Slicer im Lieferumfang.
Bei Fräsen und Lasern wird das Herstellen des Maschinencodes (G-Code genannt, weil dabei die meisten Befehle mit einem G anfangen) durch sogenannte CAM Software (Computer-aided manufacturing also Computer gestützte Herstellung) erledigt. Und hier taucht das erste echte Problem auf, denn ist hier die Auswahl extrem dürftig, zumindest wenn man nicht gerade Tausende von Euros für die Software ausgeben will…. CAM Software gibt es meist nur als kostenpflichtiges Modul für kommerzielle CAD Software wie etwa AutoCAD… CarbideCreate hat nun so ein CAM- Modul eingebaut, obwohl es kostenlos ist. Eine weitere Möglichkeit, die ich zum Zeitpunkt des Blog- Beitrags noch nicht kannte, ist in FreeCAD enthalten. Da man FreeCAD sowohl für 2D als auch für 3D verwenden kann, ist das natürlich sehr hilfreich. FreeCAD kann auch Zeichnungen aus anderen Programmen importieren und dann daraus G-Code erzeugen. Es gibt auch “Stand Alone” CAM Software wie etwa Estlcam, welches aber bei mir im Test durchgefallen ist. Zumindest die Demo (die man nur ein paar Minuten lang benutzen kann) hat jede Menge Fehler im G-Code produziert, so das ich garantiert keine 100€ oder mehr dafür ausgeben werde…
Carbidre Create hat also Schritt 1 und 2 zu meiner Zufriedenheit erledigt, kann aber Schritt 3 natürlich nicht ausführen.
Denn als dritter Schritt kommt nun das eigentliche Steuern der Maschine. Das eigentliche Steuerungsprogramm ist direkt mit der Maschine verbunden, steuert die Stepper- Motoren und wertet eventuelle Sensoren aus. Man muss hier zwingend eine Software verwenden, die zum eigenen Gerät passt. So gut wie immer liegt dem Gerät eine entsprechende Software bei.
Bei den 3D Druckern ist meist der Slicer und die Steuer- Software in einem Programm zusammen gefasst. Es sind trotzdem zwei Teile, die nacheinander abgearbeitet werden müssen.
Bei meiner Fräse gehörte z.b. GRBL- Control zum Lieferumfang. Das habe ich auch so lange verwendet, bis ich meine Fräse mit einem neuen Mainboard ausgerüstet habe, um den Laser in seiner Leistung steuern zu können. Das alte Bord mit der Firmware GRBL 0.9 drauf hätte den Laser nur Ein- bzw Ausschalten können, nicht aber die Leistung regeln. Bei 15 Watt aber zwingend notwendig. Deswegen habe ich ein neues Bord mit neuer Firmware GRBL 1.1 gekauft. Damit funktionierte dann das ursprünglich mitgelieferte GRBL-Control nicht mehr, welches nur mit Firmware 0.9 kompatibel ist. Als Ersatz habe ich dann die Freeware “Candle” gefunden, den legitimen Nachfolger von GRBL-Control. Candle gibt es sowohl für GRBL 0.9 als auch für 1.1. Man muss also aufpassen, das man die zur eigenen Maschine passende Version herunter lädt. Damit kann ich nun meine Maschine sowohl als Fräse als auch als Lasercutter ansteuern.
Mit so einem Steuerprogramm kann man 3D Drucker, Fräse oder Lasercutter kalibrieren und justieren, die einzelnen Achsen manuell bewegen und eine fertige G-Code Datei an das Gerät schicken, damit sie das gewünschte Teil tatsächlich herstellt. Dieses Steuer- Programm ist wohl das, was du als “Brücke” bezeichnest.
Also zeichne ich die Teile in Carbide Create und erzeuge dort auch gleich den G-Code, welchen ich als Datei abspeichere. Dann öffne ich Candle und lade die in Carbide gespeicherte G-Code Datei, welche im allgemeinen die Dateiendung .nc hat. Nun steuere ich die Fräs- Spindel manuell nach unten links und auf so gerade eben Kontakt mit dem Material. Dann werden die Maschinen- Koordinaten auf 0 gesetzt. Nun fahre ich die Spindel wieder um ein paar Millimeter hoch und schalte den Spindel- Motor an. Jetzt kann ich den G-Code aus Candle heraus direkt an die Fräse schicken und das Teil wird gefräst.
Dein Haupt- Problem ist aber wohl dein Workflow. SketchUp ist ein 3D Programm und denkbar schlecht geeignet, um Dateien für eine Fräse zu erzeugen. Das kann man eigentlich nur als “Lieferant” für einen 3D Drucker nutzen. 2D Zeichnungen gehen damit eher nicht so gut. Dazu das dxf Format… Nicht dass es schlecht wäre, aber in einem dxf sind keine Einheiten gespeichert. Ob eine Linie einen Millimeter oder einen Kilometer lang ist, kann man aus der Datei nicht erkennen. Deswegen muss beim Import von dxf Dateien in dein CAM Programm (also wohl Estlecam) immer die Maßeinheit, die im CAD Programm verwendet wurde, mit angeben werden. Ob eine Zeichnung in mm, cm oder Zoll erzeugt wurde hat natürlich gravierende Auswirkungen auf das Maß der erzeugten Objekte. Ohne jetzt deine tatsächlichen Problem zu kennen, würde ich trotzdem schwer auf ein Problem in den Einstellungen fürs Importieren der dxf in Estlcam tippen.
Bei Carbide Create entfällt dies natürlich, da der Maschinencode ja direkt im CAD Programm erzeugt wird und es kein extra Datei- Format wie etwa dxf dazwischen gibt. Aber auch wenn man AutoCAD (Teuer), LibreCAD (kostenlos), CorelDraw(teuer) oder Inkscape (ist eigentlich dasselbe wie Corel Draw, nur kostenlos und Inkscape kann gleich auch G-Code erzeugen, zumindest für Lasercutter) verwendet, muss man im CAM Programm (also bei dir Estlecam) immer die Maßeinheit angeben. Sonst wird das nichts.
Man kann eigentlich ein CAD Programm nur entweder für den 3D Drucker oder für die Fräse (Laser) verwenden, nicht aber für beides. Vielleicht mit Ausnahme von FreeCad. Auch wenn hier der Schwerpunkt eindeutig auf 3D liegt, kann man damit aber auch brauchbar 2D Zeichnungen erstellen. FreeCAD ist kostenlos, besitzt ein CAM Modul (ähnlich wie Carbide Create) und kann obendrein “fremd- Grafiken” importieren. Eigentlich die “eierlegende Wollmilchsau”. Aber FreeCAD ist nicht sehr leicht zu erlernen und zu bedienen. Das ist eher was für Fortgeschrittene…
Ich arbeite im Moment meist mit dem Laser. Dafür verwende ich Inkscape und das eingebaute Laser- G-Code Plugin. Da ich mir demnächst aber auch noch einen Resin 3D Drucker anschaffen will, da man damit endlich detaillierte und saubere Kleinteile drucken kann (im Gegensatz zu den FDM Druckern wie meinem Prusa I3 Klon), werde ich mich dann vielleicht mal näher mit FreeCAD beschäftigen. Aktuell nutze ich zum 3D Konstruieren am liebsten OpenSCAD. Hier muss man aber die Objekte quasi programmieren. also gar kein Wysiwyg. Aber das hantieren mit Zahlen und Variablen ist für mich leichter zu durchschauen und vor allem sehr einfach auf exaktes Maß zu bekommen…
Mein Grundlagenwissen habe ich mir auf unzähligen Seiten im Netz zusammen gesucht und durch “Try and Error” zusammen “erlebt”. Eine gesammelte “Bibliothek” gibt es leider nicht. Man kann aber zu (fast) jedem Problem mit Hilfe einer guten Suchmaschine eine Lösung finden.
Ganz wichtig ist halt zu verstehen, das es entscheidende Unterschiede zwischen 2D und 3D gibt. Man kann den Workflow vom 3D Drucker nicht auf eine CNC Fräse oder einen Lasercutter übertragen. Obwohl der prinzipielle Ablauf ganz ähnlich ist, wird doch sehr unterschiedliche Software verwendet…
Ich hoffe, das hilft dir wenigstens ein bisschen weiter.
Moin
Ich arbeite zum Teil auch mit Estlcam, bei einfachen Teile wo es fix gehen muss, klappt das an sich super, fehlerhaften Code kann ich nicht wirklich nachvollziehen. Ggf muss der Header in der erzeugten .nc Datei nach editiert werden. Sei es drum, Estlcam kommt bei mir oft an die Grenze, da ich auch oft mal eben fix nen GCode von Hand schreibe, bzw im Zusammenhang mit anderer Software arbneite, es beherrscht z.B. kein G41/42 G91 was ich oft nutze.
G41/42 funzt btw. auch im Grbl nicht.
Mach3 und LinuxCNC haben da dann doch schon wesentlich mehr zu bieten….
LinuxCNC ist auch wirklich für umme, es läuft zum testen sogar von einer LiveCD, die man sich runterladen kann, überlicherweise klemmt man hier die CNC an den Parallelport (immernoch dasBeste wo gibt, läuft stabil wie nen Trecker, und nen ollen Rechner mit Parallelbuchse bekommt man bei Kleinanzeigen in der Rubrik “verschenken”).
Ich habe mal gelesen das ein paar Leute mit Linux-CNC auch mit USB und grbl was am laufen haben.
Evtl ein Tipp; das USBCNC (jetzt edingcnc) hat m.E. eines der grandiosesten CAMs in der Frässoftware enthalten, es funktioniert ohne Einschränkung in der freien Downloadversion der Frässoftware um GCode wegzuspeichern, nur fräsen geht dann halt damit nicht.
Ablauf: DFX zeichnen, ich lege immer 3 Layer an, Innen, Außen und Null für die spätere Fräsradienkorrektur. Die DFX im USBCNC öffnen, und die Layer nach uns nach abarbeiten. (Braucht etwas Einarbeitungszeit, dann ist es aber easy). Gerade für sehr viele Kleinteile auf einer Platte funktioniert das hervorragend mit ein nur paar wenigen Mausklicks bis zum fertigen GCode.
USBCNC kann nun auch Brücken setzen, neben Estlcam das bisher einzige CAM wo das für mich vernünftig funzt.
Ich selber mag die alte USBCNC Version unter 3.0 lieber, da hier auch im Demomode die Simulation in 3D funktioniert, und es wesentlich übersichtlicher ist.
Gruß Holle
Vielen Dank für den tollen Blog. Bin hier gelandet, weil ich gerne meinen Bohrtisch mit dem Computer steuern möchte. Besonder der Teil 4, der das Zusammenwirken der Software und Auswahlhinweise hierzu gibt, ist beeindruckend. Endlich mal eine Erkärung, die nicht vor Aroganz strotzt und trotzdem fachlich fundiert ist. Nochmals vielen Dank.
Reiner Just
Servus,
Zitat aus dem Beitrag: “Auch die „tabs“ also die Haltestege, damit das gefräste Teil noch am äußeren Material hängt, lassen sich ganz einfach erzeugen, positionieren und anpassen.”
Wie macht Du das? Wie kann man die Tabs erzeugen?
Servus
Peter
Hallo, das mit den Tabs habe ich gefunden. Allerdings lassen sich nur Tabs auf einer Linie erzeugen. Toll wäre, wenn man Tabs über zwei Linien generieren könnte. Somit hätte man die Möglichkeit z.B. bei Buchstaben (o, e, Q, etc.) das innere Material stehen zu lassen.
Servus Peter
Hallo,
ein zwar nicht kostenloses, aber dafür modernes CAD-CAM-System, das nichts in die Cloud sichert, oder sonst irgendwie “mit zuhause” sprechen muss um zu funktionieren, ist CADasCAM. Ich habe es zufälligerweise vor ein paar Tagen gefunden. Es ist einfach zu bedienen und hat im jetzigen Entwicklungszustand schon so gut wie alles, was man als Hobbyanwender braucht. Im Internet zu finden unter https://cadascam.de Eine Lizenz kostet knapp 60 €, ich denke, ein angemessener Preis und auch für den privaten Geldbeutel erschwinglich. Ohne Lizenzfile läuft das Programm im Demomodus. Man kann nichts speichern, vom erzeugten Gcode sind allerdings max. 100 Zeilen speicherbar. Das reicht auf jeden Fall zum testen mit der eigenen Fräse. Lt. Auskunft der Programmierer wird das Programm noch für Plasma und Wasserstrahlschneider erweitert.
Servus
Peter